
Mikrostruttura U Propjetajiet Mekkaniċi Ta 'Partijiet Strutturali tax-Chassis tal-Aluminju tal-Karozzi

L-istruttura tal-ikkastjar u l-punti ewlenin tat-teknoloġija tal-iżvilupp
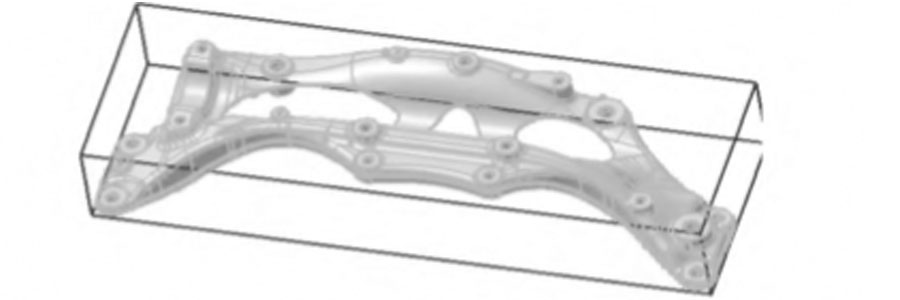
Struttura tax-xażi tal-karozzi tidher fil-Figura 1. Id-daqs tal-kontorn tagħha huwa 677.79mm × 115.40mm × 232.42mm, il-massa hija 2.6kg, il-ħxuna medja tal-ħajt hija 3.5mm, u l-volum huwa madwar 9.88 × 105mm ^ 3. Iż-żona proġettata tal-ikkastjar hija 86300mm ^ 2, u l-materjal huwa liga Al-8Si-Mn-Mg. L-ikkastjar għandu ġonot sħan b'ħitan ħoxnin multipli, li huma faċli biex jiffurmaw toqob li jinxtorbu. Rekwiżiti tal-kwalità tad-dehra tal-ikkastjar: l-ebda marka ovvja tal-fluss tal-ikkastjar, l-ebda xquq ovvji tal-fekruna, u l-ebda bżieżaq fuq il-wiċċ; rekwiżiti tal-kwalità interna tal-ikkastjar: toqob tal-pożizzjoni tal-ikkastjar ġenerali huma taħt 1mm, il-pumijiet u partijiet tal-laħam ħoxnin jeħtieġu toqob 2mm Dan li ġej; rekwiżiti għall-kontenut tal-arja ġewwa l-ikkastjar: il-kontenut tal-arja għal kull 100g ta 'aluminju fit-tarf tal-mili magħżul tal-ikkastjar għandu jkun inqas minn 15mL, u l-parti nominata tal-bieb ta' ġewwa għandha tkun inqas minn 10mL; il-proprjetajiet mekkaniċi tal-ikkastjar (wara t-trattament T5) ir-rekwiżiti: saħħa tat-tensjoni ta '220MPa, rendiment Is-saħħa hija 150MPa, it-titwil huwa ≥5%, l-ebusija tal-impatt hija ≥6.0J / cm2, it-test tat-tensjoni tal-ħajt huwa M10≥60kN, M12≥85kN, l-ebusija (HRB) hija 30; ir-rekwiżiti għat-test tal-għeja tal-ikkastjar: f'kundizzjonijiet normali, Iġġorr il-forza ta '6.1 ~ -4.8kN fil-punt magħżul, il-frekwenza hija 2Hz, u l-ħsara mhix permessa wara 20,000 ċiklu. Taħt il-kondizzjonijiet tat-test, in-numru ta 'ċikli huwa 40,000 darba. Skond ir-rekwiżiti ta 'hawn fuq, il-produzzjoni ta' dan l-ikkastjar hija relattivament diffiċli.
Fil-proċess tal-iżvilupp tal-ikkastjar, sabiex jitqassar iċ-ċiklu tal-iżvilupp, softwer ta 'simulazzjoni numerika jintuża għall-analiżi, u b'referenza għall-parametri attwali tal-produzzjoni, huma adottati erba' metodi differenti tal-ikkastjar (ara l-Figura 2). Pjan 1 u Pjan 2 jadottaw metodu ta 'tferrigħ f'forma ta' moxt, Pjan 3 u Pjan 4 jadottaw metodu ta 'tferrigħ f'forma ta' fann; Meta mqabbel mal-Pjan 2, il-Pjan 1 juża metodu ta ’għalf aktar ikkonċentrat u l-Pjan 2 juża metodu ta’ għalf aktar imxerred. ; Meta mqabbel mal-Għażla 4, l-Għażla 3 għandha runner ewlieni iqsar u l-Option 4 għandha runner ewlieni itwal. Uża softwer Magma biex tissimula u tanalizza l-erba 'skemi ta' hawn fuq. Ir-riżultati juru li: Ir-runner tal-Għażla 1 huwa dritta wisq, it-telf tal-enerġija huwa kbir, u t-tferrigħ tal-bieb ta 'ġewwa mhux sinkronizzat, li huwa messy; L-Għażla 2 hija mimlija bil-gass fuq iż-żewġ naħat tar-runners, u l-ikkastjar tal-analiżi tas-solidifikazzjoni għandu toqob li jinxtorbu fuq iż-żewġ naħat tat-toqob bil-kamin; 3 Ir-runner huwa qasir wisq, li ma jwassalx għall-applikazzjoni ta 'proċess ta' die-casting b'vakwu għoli; Skema 4 It-temperatura tal-parti tat-tferrigħ tan-nofs tal-ikkastjar hija ogħla, u l-erożjoni tal-moffa hija aktar probabbli li tkun hemm. Meta wieħed iqis l-istat tal-fluwidu tal-mili, it-tnaqqis tas-solidifikazzjoni, it-temperatura, eċċ., L-Għażla 4 hija aħjar.

Test tal-ottimizzazzjoni tal-parametru tal-proċess tal-ikkastjar
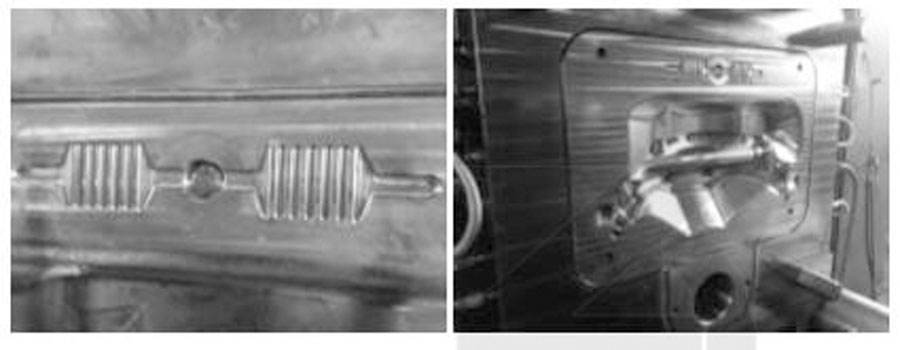
Huwa prodott bl-użu tal-magna ta 'l-ikkastjar orizzontali ta' 16000kN ta 'kamra kiesħa orizzontali ta' Idra, li hija mgħammra b'sistema ta 'kontroll ta' injezzjoni f'ħin reali. Il-valv tal-vakwu huwa valv idrawliku ta 'waqfien ta' vakwu għoli bi drittijiet ta 'proprjetà intellettwali indipendenti (ara l-Figura 3), u huwa mgħammar b'sistema ta' kontroll ta 'vakwu għoli biex jinkiseb vacuuming b'żewġ direzzjonijiet tal-kavità u l-kamra tal-pressjoni; il-wiċċ tal-moffa huwa ssiġillat bi strixxa tas-silikon b'dijametru ta '10 mm ((Ara l-Figura 4); Il-moffa titkessaħ b'mezz żejtni u mgħammra b'termokoppja biex tikkontrolla b'mod preċiż it-temperatura tal-moffa; il-pin tal-qalba jitkessaħ b'ilma bi pressjoni għolja tkessiħ; il-bexx jiġi sprejjat awtomatikament minn robot ABB.
Sabiex tinkiseb l-aħjar kombinazzjoni ta 'parametri ta' l-issettjar tal-magna die casting u puplesija għolja ta 'vakwu, 7 settijiet ta' kombinazzjonijiet ta 'parametri ġew ittestjati taħt il-kondizzjonijiet ta' l-issettjar tat-temperatura tal-liga ta 'l-aluminju f'690 ℃ u t-temperatura tal-moffa f'200 ℃.
It-test tal-penetrazzjoni tal-kulur twettaq fuq l-ikkastjar, u r-riżultati wrew li l-wiċċ tal-ikkastjar ma kellu l-ebda difett bħal formazzjoni ħażina, separazzjoni kiesħa, xquq u folji.
Il-kwalità interna tal-ikkastjar ġiet spezzjonata bir-raġġi-X. Ir-riżultati wrew li ma nstabu l-ebda toqob li jinxtorbu fl-arja fil-pożizzjoni tal-pjanċa, u l-ebda toqob ta 'l-arja, toqob li jinxtorbu, jew porożità li tinxtorob ma nstabu fuq il-boxxla u l-pożizzjonijiet tal-ħajt oħxon tal-ikkastjar (ara l-Figura 6).
Ibbażat fuq l-analiżi ta 'hawn fuq, jista' jidher li l-veloċità tal-injezzjoni bil-mod hija 0.3m / s, il-pożizzjoni tal-vakwu hija 480mm, il-veloċità tad-die casting hija 4.0-4.5m / s, il-pressjoni tal-ikkastjar hija ta 'madwar 76MPa, u l-injezzjoni mgħaġġla id-distanza hija 620mm hija l-aħjar kombinazzjoni ta 'parametri.
Test u analiżi tal-prestazzjoni mekkanika
3.1 L-influwenza tal-vakwu fuq l-istruttura u l-proprjetajiet mekkaniċi tad-die castings
Jista 'jidher li l-ikkastjar bil-vakwu għoli (grad ta' vakwu ta '97 kPa) għandu densità ogħla, li jfisser li l-kontenut intern tal-gass tal-ikkastjar huwa inqas. Meta mqabbel mal-ikkastjar bil-vakwu ordinarju (vakwu 65kPa), is-saħħa tat-tensjoni, is-saħħa tar-rendiment, it-titwil u l-ebusija tal-ikkastjar bil-vakwu għoli jiżdiedu b’21%, 29%, 18% u 10%, rispettivament, u jindikaw li l-ikkastjar bil-vakwu għoli Għandu effett ta 'promozzjoni aħjar fuq it-titjib tal-proprjetajiet mekkaniċi ta' partijiet strutturali.
Jekk hux die-casting b'vakwu għoli jew die-casting b'vakwu ordinarju, il-mikrostruttura tal-liga waqt die-casting b'vakwu għoli u die-casting b'vakwu ordinarju. Kemm jekk huwa die-casting b'vakwu għoli jew die-casting bil-vakwu ordinarju, l-istruttura tal-liga ta 'l-aluminju Al-8Si-Mn-Mg hija magħmula minn α 1-Al relattivament oħxon u tond fin α 2-Al, kif ukoll eutettika dendritika fina Si, eċċ kompożizzjoni. Għalkemm il-kontenut ta 'Fe fil-liga huwa baxx, xorta waħda jista' jiġi osservat ammont żgħir ta 'fażijiet granulari b'ħafna Fe. Minħabba li l-ikkastjar tal-pressjoni huwa taħt temperatura għolja u pressjoni għolja, il-metall imdewweb jimla l-kavità fi żmien qasir ħafna u jissolidifika biex jifforma. Din ir-rata kbira ta 'tkessiħ tista' tagħmel il-metall likwidu jikseb grad kbir ta 'subkessħa, u b'hekk iżid in-numru ta' nukleazzjoni Ir-rata ta 'nukleazzjoni titjieb, is-Si ewtettiku ġie rfinut, u l-formazzjoni ta' fażi AlSiFe bħal labra hija mrażżna. Minħabba l-grad baxx ta 'vakwu, taħt kondizzjonijiet ordinarji ta' vakwu, difetti żgħar ħafna tal-pori jistgħu jiġu osservati ġewwa l-ikkastjar.
3.2 L-effett tat-trattament bis-sħana fuq il-prestazzjoni u l-istruttura tal-ikkastjar bil-vakwu għoli
3.2.1 Propjetajiet mekkaniċi
L-ikkastjar jeħtieġ li jgħaddi minn trattament tas-sħana li qed tixjieħ, u l-kundizzjonijiet tat-trattament tas-sħana huma 200 × 2 h. Imbagħad, isir test tat-tensjoni fuq il-pożizzjonijiet magħżula (pożizzjonijiet 1, 2, 3) tal-kustilji tal-ikkastjar. Jista 'jidher li l-proprjetajiet mekkaniċi tal-ikkastjar die jvarjaw skond il-proċess ta' die casting.
Meta mqabbel ma 'die-casting bil-vakwu ordinarju, die-casting b'vakwu għoli tejjeb b'mod sinifikanti s-saħħa tat-tensjoni, is-saħħa tar-rendiment, it-titwil u l-ebusija. Fost dawn, is-saħħa tat-tensjoni tiżdied b'madwar 21%, is-saħħa tar-rendiment tiżdied b'madwar 29%, u r-rata ta 'titwil tiżdied b'madwar 21%. Żdied b'madwar 18% u ebusija b'madwar 10%, jista 'jidher li l-ikkastjar bil-vakwu għoli jtejjeb b'mod sinifikanti s-saħħa u l-ebusija tal-ikkastjar.
3.2.2 Reżistenza għall-impatt
It-test tal-impatt fuq il-pożizzjonijiet magħżula tal-kustilji die-casting (il-pożizzjonijiet 1, 2, u 3, li huma l-postijiet fejn jittieħdu l-kampjuni għall-ittestjar tal-prestazzjoni mekkanika) juri li l-ebusija tal-impatt tal-die-casting tal-vakwu għoli tissodisfa għal kollox ir-rekwiżiti tal-ikkastjar.
3.2.3 Tpinġija tal-ħajt
It-toqob bil-kamin M10 u M12 tal-ikkastjar ġew soġġetti għal testijiet tat-tpinġija tal-ħajt. Il-ħajta M10 ma nbidlitx taħt l-azzjoni ta '66kN u l-ħajta M12 taħt l-azzjoni ta' 85kN, li tindika li l-ħjut tal-ikkastjar die b'vakwu għoli jissodisfaw għal kollox ir-rekwiżiti tal-forza.
3.2.4 Test tal-għeja
Wara li l-ikkastjar ġie soġġett għal 410150 testijiet ta 'durabilità, l-iskoperta tal-fluworexxenza wriet li ma kienx hemm xquq fuq il-wiċċ tal-ikkastjar, u r-riżultati wrew li r-reżistenza għall-għeja tal-ikkastjar die b'vakwu għoli ssodisfat ir-rekwiżiti tekniċi.
3.2.5 Sejbien tal-kontenut tal-gass
It-test tal-kontenut tal-gass jidher fit-Tabella 2. Mir-riżultati tat-test fit-Tabella 6, jista 'jidher li l-kontenut tal-gass tal-korp tal-ikkastjar fil-bieb ta' ġewwa huwa inqas minn 8.9ml kull 100g Al, u l-kontenut tal-gass tal-ikkastjar il-korp fit-tank tal-overflow tad-denb tal-ilma huwa inqas minn 12ml għal kull 100g Al, li jissodisfa għal kollox ir-rekwiżiti tal-ikkastjar.
4 Konklużjoni
- (1) Bl-użu ta 'simulazzjoni numerika, il-proċess tal-iffurmar tal-ikkastjar u l-parametri tal-proċess tal-ikkastjar bil-vakwu għoli tal-partijiet strutturali tax-chassis tal-karozzi ġew ottimizzati, u kkastjar ta' kwalità għolja bi kwalità esterna u interna li tissodisfa r-rekwiżiti ġew manifatturati.
- (2) Die casting bil-vakwu għoli jista 'jtejjeb b'mod sinifikanti l-proprjetajiet mekkaniċi ta' partijiet strutturali. Meta mqabbel mal-ikkastjar ordinarju, id-densità tal-ikkastjar waqt ikkastjar bil-vakwu għoli tiżdied, u s-saħħa tat-tensjoni, il-qawwa tal-produzzjoni, it-titwil u l-ebusija tal-ikkastjar jiżdiedu b'21%, 29%, 18%, u 10% rispettivament.
- (3) Ir-riżultati tat-test tad-durabilità, il-ġbid u l-kontenut tal-gass tal-ikkastjar kollha jissodisfaw ir-rekwiżiti tekniċi tal-prodott u jissodisfaw il-kundizzjonijiet tal-produzzjoni tal-massa.
Jekk jogħġbok żomm is-sors u l-indirizz ta 'dan l-artikolu għal stampar mill-ġdid: Mikrostruttura U Propjetajiet Mekkaniċi Ta 'Partijiet Strutturali tax-Chassis tal-Aluminju tal-Karozzi
Minghe Kumpanija Die Casting huma ddedikati għall-manifattura u jipprovdu Partijiet ta 'Tidwib ta' kwalità u ta 'prestazzjoni għolja (partijiet tal-metall die casting partijiet jinkludu prinċipalment Tidwib bil-Ħajt irqiq,Hot Casting Die Chamber,Cold Casting bil-Kamra tal-Kesħa), Servizz Tond (Die Casting Service,Maċinazzjoni Cnc,Nagħmlu Mould, Trattament tal-Wiċċ) .Kwalunkwe aluminju tad-die casting personalizzat, manjesju jew Zamak / zinc die casting u ħtiġijiet oħra tal-ikkastjar huma milqugħa li tikkuntattjana.

Taħt il-kontroll ta 'ISO9001 u TS 16949, Il-proċessi kollha jitwettqu permezz ta' mijiet ta 'magni avvanzati għall-ikkastjar tad-die, magni b'5 assi, u faċilitajiet oħra, li jvarjaw minn blasters għal magni tal-ħasil Ultra Sonic. Minghe mhux biss għandu tagħmir avvanzat iżda għandu wkoll tim ta 'inġiniera, operaturi u spetturi b'esperjenza biex id-disinn tal-klijent isir realtà.

Manifattur b'kuntratt ta 'die castings. Il-kapaċitajiet jinkludu partijiet tal-aluminju bil-kamra kiesħa die casting minn 0.15 lbs. sa 6 lbs., tibdil rapidu stabbilit, u makkinar. Is-servizzi b'valur miżjud jinkludu l-illustrar, il-vibrazzjoni, it-tqaxxir, l-isparar bl-isparatura, żebgħa, kisi, kisi, assemblaġġ, u għodda. Materjali maħduma magħhom jinkludu ligi bħal 360, 380, 383, u 413.

Għajnuna għad-disinn tal-ikkastjar taż-żingu / servizzi ta 'inġinerija konkorrenti. Manifattur personalizzat ta 'kkastjar bi preċiżjoni taż-żingu. Kastings ta 'daqs żgħir, ikkastjar ta' pressjoni għolja, ikkastjar ta 'moffa b'ħafna slajds, ikkastjar ta' moffa konvenzjonali, ikkastjar ta 'unitajiet u kkastjar ta' moffa indipendenti u ikkastjar issiġillat fil-kavità jistgħu jiġu manifatturati. L-ikkastjar jista 'jkun manifatturat f'tulijiet u wisa' sa 24 pulzieri f'tolleranza ta '+/- 0.0005 pulzieri.

Manifattur iċċertifikat ISO 9001: 2015 tal-manjesju die cast, Il-Kapaċitajiet jinkludu die casting tal-manjesju bi pressjoni għolja sa kamra sħuna ta '200 tunnellata u kamra kiesħa ta' 3000 tunnellata, disinn tal-għodda, illustrar, iffurmar, makkinar, trab u likwidu, QA sħiħ b'kapaċitajiet CMM , assemblaġġ, ippakkjar u kunsinna.

ITAF16949 iċċertifikat. Servizz ta 'Tidwib Addizzjonali Inkludi ikkastjar ta 'investiment,ikkastjar tar-ramel,Tidwib tal-Gravità, Tidwib tal-Fowm Mitluf,Tidwib Ċentrifugali,Tidwib tal-Vakwu,Tidwib tal-Mould PermanentiIl-kapaċitajiet jinkludu EDI, għajnuna fl-inġinerija, immudellar solidu u proċessar sekondarju.

Industriji tal-ikkastjar Partijiet Studji ta 'Każijiet għal: Karozzi, Bikes, Ajruplani, Strumenti mużikali, Inġenji tal-ilma, Apparat ottiku, Sensers, Mudelli, Apparat Elettroniku, Kompartimenti, Arloġġi, Makkinarju, Magni, Għamara, Dehbijiet, Jigs, Telekomunikazzjoni, Dawl, Apparat mediku, Apparat Fotografiku, Robots, Skulturi, Tagħmir tal-ħoss, Tagħmir Sportiv, Għodda, Ġugarelli u aktar.
X'nistgħu ngħinuk tagħmel wara?
∇ Mur fil-Homepage Għal Die Casting Ċina
→Partijiet tat-Tidwib-Insib dak li għamilna.
→ Ralated Tips About Servizzi ta 'Die Casting
By Manifattur tal-Kastjar Die Minghe Kategoriji: Artikli ta 'għajnuna |materjal Tags: Tidwib tal-Aluminju, Tidwib taż-Żingu, Tidwib tal-Manjesju, Tidwib tat-Titanju, Tidwib tal-Azzar Stainless, Cast Casting,Tidwib tal-Bronż,Tidwib tal-Vidjo,Storja tal-Kumpanija,Tidwib Die tal-Aluminju | Kummenti Mitfi







